



علت پلیسه (Dross) در برش لیزری چیست؟ از علت تا راهکارهای حرفهای جلوگیری
پلیسه یا Dross یکی از رایجترین ایرادهایی است که هنگام برش لیزری فلزات مشاهده میشود و میتواند کیفیت نهایی قطعه را بهطور محسوسی کاهش دهد. اگر در انتهای قطعه، ذرات فلز مذاب به لبهها چسبیده باشند، اغلب یکی از پارامترهای فرآیند برش بهدرستی تنظیم نشده است.
در بسیاری از موارد، علت پلیسه به عواملی مانند تنظیم نبودن توان لیزر، سرعت نامناسب حرکت دستگاه، فشار ناکافی یا بیش از حد گاز کمکی، تنظیم نبودن فاصله نازل، فوکوس اشتباه یا حتی کیفیت پایین ورق فلزی مربوط میشود. خوشبختانه تقریبا همه این مشکلات قابل تشخیص و اصلاح هستند.
پلیسه (Dross) چیست؟
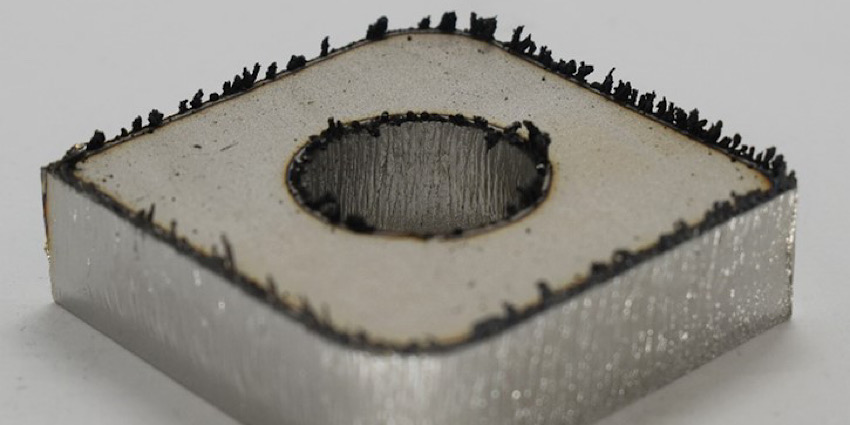
پلیسه، فلز مذابی است که پس از پایان فرآیند برش، به قسمت زیرین یا لبه قطعه میچسبد و از قطعه جدا نمیشود. در حالت ایدهآل، پرتو لیزر فلز را ذوب میکند و گاز کمکی مواد مذاب را از شیار برش خارج میکند. اما اگر هر بخش از این فرآیند دچار اختلال شود، بخشی از فلز مذاب فرصت خروج پیدا نمیکند و پس از سرد شدن به شکل برجستگی یا زائده فلزی روی قطعه باقی میماند.این برجستگیها همان چیزی هستند که در صنعت با نام Dross یا پلیسه شناخته میشوند.
وجود پلیسه اغلب نشانه آن است که کیفیت فرآیند برش در شرایط ایدهآل قرار ندارد. البته شدت آن میتواند بسیار متفاوت باشد؛ گاهی تنها یک لایه نازک روی لبه قطعه دیده میشود و گاهی پلیسه به حدی زیاد است که جداسازی آن بدون سنگزنی یا ماشینکاری امکانپذیر نیست.
از دیدگاه تولید صنعتی، پلیسه فقط یک نقص ظاهری محسوب نمیشود، بلکه میتواند مشکلات زیر را ایجاد نماید:
- افزایش هزینه تولید
- افت کیفیت جوشکاری
- افزایش ضایعات تولید
- کاهش دقت ابعادی قطعه
- دشوار شدن عملیات مونتاژ
- افزایش زمان پرداخت قطعه
- کاهش کیفیت نهایی محصول
- افزایش احتمال زنگزدگی در محل پلیسه
به همین دلیل، در خطوط تولید پیشرفته همواره تلاش میشود تنظیمات دستگاه به گونهای انجام شود که تشکیل پلیسه به حداقل برسد.
چرا شناخت علت پلیسه اهمیت زیادی دارد؟
رفع پلیسه پس از تولید اغلب چندین برابر پرهزینهتر از جلوگیری از ایجاد آن در زمان برش است. بسیاری از واحدهای تولیدی تصور میکنند وجود مقدار کمی پلیسه طبیعی است؛ اما در عمل همین مقدار اندک میتواند باعث افزایش قابل توجه هزینههای تولید شود. هر بار که قطعه نیاز به سنگزنی، سوهانکاری یا پرداخت پیدا میکند، زمان تولید افزایش مییابد و هزینه نیروی انسانی نیز بیشتر میشود.
از طرف دیگر، اگر قطعات برای صنایع حساسی مانند تجهیزات پزشکی، خودروسازی، صنایع غذایی یا هوافضا تولید شوند، وجود پلیسه ممکن است موجب مردود شدن کل قطعه در کنترل کیفیت شود. برای خرید قیچی الکترومکانیک 2006 کلیک کنید.
- کاهش ضایعات
- بهبود سرعت تولید
- کاهش دوبارهکاری
- کاهش مصرف انرژی
- افزایش رضایت مشتری
- افزایش کیفیت سطح برش
- کاهش مصرف گاز کمکی
- افزایش بهرهوری خط تولید
- افزایش عمر نازل و تجهیزات
- کاهش هزینه تمامشده هر قطعه
به همین دلیل، شرکتهای بزرگ تولیدکننده دستگاههای لیزر فایبر همواره توصیه میکنند قبل از افزایش توان دستگاه یا تعویض قطعات، ابتدا تمامی پارامترهای فرآیند برش بهصورت علمی بررسی شوند.
این مقاله را از دست ندهید: برش لیزری ورق هاردوکس چگونه است
مهمترین علت پلیسه (Dross) در برش لیزری چیست؟

در بیشتر مواقع، علت پلیسه به نامتعادل بودن یکی از پارامترهای اصلی فرآیند برش مربوط میشود. این پارامترها شامل توان لیزر، سرعت برش، فشار گاز کمکی، محل فوکوس، ارتفاع نازل، کیفیت ورق فلزی و وضعیت لنز هستند. حتی اگر تنها یکی از این عوامل از محدوده استاندارد خارج شود، احتمال تشکیل پلیسه (Dross) به شکل محسوسی افزایش پیدا میکند.
برخلاف تصور بسیاری از اپراتورها، پلیسه همیشه نشانه ضعیف بودن دستگاه نیست. در بسیاری از کارگاهها، دستگاهی با توان بالا تنها به دلیل یک تنظیم اشتباه، کیفیت برشی پایینتر از دستگاهی با توان کمتر ایجاد میکند. به همین دلیل، متخصصان حوزه برش لیزری فلزاتهمیشه فرآیند عیبیابی را از بررسی تنظیمات آغاز میکنند، نه از تعویض قطعات.
توان نامناسب لیزر اولین عامل ایجاد پلیسه
اگر توان لیزر کمتر یا بیشتر از مقدار موردنیاز باشد، فلز بهصورت کامل و یکنواخت برش نمیخورد و بخشی از مذاب به لبه قطعه میچسبد. برای خرید قیچی هیدرولیک 6003 کلیک کنید.
زمانی که توان کمتر از مقدار استاندارد باشد، انرژی کافی برای ذوب کامل ضخامت ورق وجود ندارد. در نتیجه، فلز نیمهذوب شده و هنگام خروج از شیار برش، بخشی از آن در قسمت زیرین باقی میماند.
از طرف دیگر، افزایش بیش از حد توان نیز مشکلساز است. انرژی اضافی باعث تولید حجم زیادی از مذاب میشود و حتی فشار مناسب گاز نیز نمیتواند همه آن را خارج کند. نتیجه این وضعیت، تشکیل پلیسه ضخیم و کاهش کیفیت لبه برش خواهد بود.
- تغییر رنگ لبه فلز
- زبری بیش از حد لبهها
- افزایش عرض شیار برش
- افزایش زمان پرداخت نهایی
- چسبیدن فلز در قسمت زیر قطعه
سرعت برش
سرعت زیاد یا کم، هر دو میتوانند باعث ایجاد پلیسه شوند. اگر دستگاه خیلی آهسته حرکت کند، پرتو لیزر مدت بیشتری روی یک نقطه باقی میماند. این موضوع موجب تولید حجم زیادی از فلز مذاب میشود و گاز کمکی فرصت کافی برای تخلیه کامل آن نخواهد داشت. برای خرید دستگاه برش لیزر F-3015-3000 w کلیک کنید.
در مقابل، اگر سرعت بیش از اندازه افزایش پیدا کند، برش بهصورت کامل انجام نمیشود و مذاب نیمهجامد در انتهای شیار باقی میماند. به همین دلیل، در دستگاههای لیزر فایبر همیشه باید سرعت متناسب با موارد زیر انتخاب شود:
- جنس فلز
- قطر نازل
- کیفیت لنز
- توان دستگاه
- ضخامت ورق
- نوع گاز کمکی
فشار گاز کمکی عامل پنهان تشکیل پلیسه
گاز کمکی وظیفه خارج کردن مذاب را برعهده دارد؛ بنابراین هرگونه کاهش یا افزایش غیرعادی فشار، احتمال تشکیل پلیسه را افزایش میدهد. در فرآیند برش لیزری معمولاً از اکسیژن، نیتروژن یا هوای فشرده استفاده میشود. انتخاب نوع گاز و فشار مناسب، تأثیر مستقیمی بر کیفیت لبه برش دارد. اگر فشار کمتر از مقدار استاندارد باشد:
- مذاب بهطور کامل خارج نمیشود.
- پلیسه در زیر قطعه تشکیل میشود.
- کیفیت سطح کاهش مییابد.
اگر فشار بیش از حد باشد:
- جریان گاز آشفته میشود.
- کیفیت برش افت میکند.
- احتمال ایجاد زبری و پلیسه افزایش مییابد.
به همین دلیل، فشار گاز باید متناسب با ضخامت و نوع فلز تنظیم شود و نباید از یک مقدار ثابت برای همه ورقها استفاده کرد.
تنظیم نبودن فوکوس
اگر نقطه فوکوس روی محل مناسب قرار نگیرد، انرژی لیزر بهصورت یکنواخت به سطح فلز منتقل نمیشود. تنظیم صحیح فوکوس باعث میشود بیشترین چگالی انرژی در محل برش ایجاد شود. اما زمانی که فوکوس بالاتر یا پایینتر از موقعیت استاندارد قرار گیرد، بخشی از انرژی هدر میرود و فرآیند ذوب و خروج مذاب با اختلال مواجه میشود.
- افزایش پلیسه در یک سمت قطعه
- زبری غیرعادی لبهها
- کاهش سرعت برش
- تغییر عرض شیار
- کاهش کیفیت سطح
در بسیاری از دستگاههای مدرن، تنظیم خودکار فوکوس این مشکل را تا حد زیادی کاهش داده است، اما همچنان کالیبراسیون دورهای هد برش اهمیت زیادی دارد.
| علت | نشانه اصلی | راهکار پیشنهادی |
|---|---|---|
| توان نامناسب لیزر | پلیسه ضخیم و برش ناقص | تنظیم توان متناسب با ضخامت ورق |
| سرعت نامناسب | زبری لبه و مذاب باقیمانده | تنظیم سرعت بر اساس جنس فلز |
| فشار نامناسب گاز | چسبیدن مذاب زیر قطعه | تنظیم فشار گاز کمکی |
| فوکوس اشتباه | کیفیت پایین برش | تنظیم دقیق فاصله فوکوس |
| نازل آسیبدیده | برش نامنظم | تعویض یا تمیز کردن نازل |
| لنز آلوده | افت کیفیت انرژی لیزر | تمیزکاری یا تعویض لنز |
| کیفیت پایین ورق | پلیسه در نقاط مختلف | استفاده از ورق استاندارد |
| ارتفاع نامناسب هد | برش غیریکنواخت | تنظیم فاصله نازل تا سطح فلز |
چگونه پلیسه را در برش لیزری بهصورت اصولی برطرف کنیم؟

برای رفع پلیسه نباید مستقیما به سراغ افزایش توان دستگاه یا تعویض قطعات رفت. بهترین روش، بررسی مرحلهبهمرحله تمام پارامترهای فرآیند برش است. در اغلب موارد، با اصلاح تنظیمات دستگاه، مشکل بدون صرف هزینه اضافی برطرف میشود.
یکی از اشتباهات رایج در بسیاری از کارگاهها این است که پس از مشاهده پلیسه، اپراتور بلافاصله توان لیزر را افزایش میدهد. در حالی که ممکن است علت اصلی، فاصله نامناسب نازل، فشار گاز یا حتی آلودگی لنز باشد. افزایش بیدلیل توان نهتنها مشکل را حل نمیکند، بلکه میتواند کیفیت لبه برش را نیز کاهش دهد.
اگر عیبیابی بهصورت اصولی انجام شود، علاوه بر حذف پلیسه، عمر تجهیزات نیز افزایش پیدا میکند و هزینههای تعمیر و نگهداری کاهش مییابد.
تنظیم صحیح فوکوس
قبل از تغییر هر پارامتر دیگری، محل فوکوس را بررسی کنید. فوکوس مناسب باعث میشود انرژی لیزر دقیقاً در محل موردنظر متمرکز شود و فلز با کمترین اتلاف انرژی ذوب گردد. اگر فاصله فوکوس از مقدار استاندارد خارج شود، انرژی بهصورت یکنواخت توزیع نمیشود و مذاب فرصت خروج کامل از شیار برش را از دست میدهد.
- فوکوس را متناسب با ضخامت ورق تنظیم کنید.
- پس از تعویض لنز، مجدداً کالیبراسیون انجام دهید.
- در بازههای زمانی مشخص، دقت هد برش را کنترل کنید.
- از تنظیمات پیشنهادی سازنده دستگاه استفاده کنید.
بررسی سلامت نازل
یک نازل آسیبدیده یا آلوده میتواند کیفیت بهترین دستگاه لیزر را نیز کاهش دهد. نازل وظیفه هدایت گاز کمکی را بر عهده دارد. اگر دهانه آن تغییر شکل داده باشد یا ذرات فلز روی آن نشسته باشند، جریان گاز بهصورت نامتقارن خارج میشود و مذاب بهطور کامل تخلیه نخواهد شد.
نشانههای خرابی نازل شامل موارد زیر است:
- کاهش کیفیت لبهها
- افزایش مصرف گاز
- تغییر صدای فرآیند برش
- پلیسه در یک سمت قطعه
- جرقههای غیرعادی هنگام برش
در بسیاری از خطوط تولید حرفهای، نازلها بهصورت دورهای تعویض میشوند؛ حتی اگر هنوز قابل استفاده باشند.
تمیز بودن لنز
لنز آلوده، توان واقعی لیزر را کاهش میدهد. گردوغبار، دود، بخار روغن و ذرات فلزی بهمرور روی لنز مینشینند و باعث افت انتقال انرژی میشوند. در چنین شرایطی، دستگاه با همان توان قبلی کار میکند اما انرژی کمتری به سطح فلز میرسد.
- لنز را با محلولهای مخصوص تمیز کنید.
- از دستمالهای بدون پرز استفاده کنید.
- در صورت مشاهده ترک یا سوختگی، لنز را تعویض کنید.
- هنگام نصب، از تماس مستقیم انگشت با سطح لنز خودداری کنید.
کیفیت ورق فلزی چه تاثیری بر ایجاد پلیسه دارد؟
بسیار زیاد. حتی بهترین دستگاه نیز نمیتواند کیفیت پایین مواد اولیه را جبران کند. ورقهایی که ضخامت یکنواخت ندارند یا دارای ناخالصی، زنگزدگی، پوسته اکسیدی یا آلودگی سطحی هستند، معمولاً برش تمیزی ایجاد نمیکنند. در این شرایط، رفتار فلز هنگام ذوب یکنواخت نیست و احتمال تشکیل Dross افزایش پیدا میکند.
ورق استاندارد معمولا ویژگیهای زیر را دارد:
- بدون تابخوردگی
- ضخامت یکنواخت
- سطح صاف و تمیز
- حداقل اکسیداسیون
- ترکیب شیمیایی استاندارد
سخن پایانی
در نهایت، پلیسه (Dross) تنها یک نقص ظاهری نیست؛ بلکه نشانهای از بهینه نبودن فرآیند برش لیزری است. شناخت دقیق علت پلیسه به اپراتورها و مدیران تولید کمک میکند تا پیش از افزایش هزینههای پرداخت، دوبارهکاری و ضایعات، ریشه مشکل را شناسایی و برطرف کنند.
در این مقاله از مجله دیانی ماشین بررسی کردیم که عواملی مانند توان لیزر، سرعت برش، فشار گاز کمکی، محل فوکوس، وضعیت نازل، کیفیت لنز و مشخصات ورق فلزی همگی در ایجاد یا جلوگیری از پلیسه (Dross) نقش دارند. زمانی که این پارامترها بهدرستی تنظیم شوند، کیفیت لبه برش افزایش مییابد، هزینه تولید کاهش پیدا میکند و قطعات با دقت و یکنواختی بیشتری تولید میشوند.
سوالات متداول
آیا وجود پلیسه در برش لیزری همیشه به معنی خراب بودن دستگاه است؟
در بیشتر موارد، پلیسه به دلیل تنظیم نبودن پارامترهای فرآیند ایجاد میشود و ارتباط مستقیمی با خرابی دستگاه ندارد. حتی پیشرفتهترین دستگاههای لیزر فایبر نیز اگر با توان، سرعت، فشار گاز یا فوکوس نامناسب کار کنند، ممکن است قطعاتی با پلیسه تولید کنند. به همین دلیل، قبل از هرگونه تعمیر یا تعویض قطعه، بهتر است تمامی تنظیمات دستگاه بهصورت مرحلهای بررسی شوند.
برای جلوگیری از ایجاد پلیسه، کدام پارامتر از همه مهمتر است؟
کیفیت برش حاصل تعادل بین چند عامل مهم است؛ از جمله توان لیزر، سرعت حرکت، فشار گاز کمکی، محل فوکوس، ارتفاع نازل و کیفیت ورق فلزی. تغییر تنها یکی از این پارامترها میتواند کل فرآیند را تحت تأثیر قرار دهد. بهترین نتیجه زمانی به دست میآید که تمام تنظیمات بر اساس جنس و ضخامت ورق انجام شوند.
آیا نوع گاز کمکی در تشکیل پلیسه تأثیر دارد؟
نوع گاز، خلوص آن و فشار خروجی نقش مهمی در تخلیه فلز مذاب دارند. برای مثال، استفاده از نیتروژن معمولا لبهای تمیزتر ایجاد میکند، در حالی که اکسیژن سرعت برش را افزایش میدهد اما نیازمند تنظیم دقیقتری است. اگر فشار گاز یا خلوص آن مناسب نباشد، احتمال تشکیل Dross افزایش پیدا میکند.
آیا پلیسه فقط در ورقهای ضخیم ایجاد میشود؟
اگرچه احتمال تشکیل پلیسه در ورقهای ضخیم بیشتر است، اما ورقهای نازک نیز در صورت تنظیم نبودن دستگاه میتوانند دچار این مشکل شوند. حتی در ضخامتهای پایین، عواملی مانند فوکوس اشتباه، لنز آلوده یا سرعت نامناسب میتوانند باعث ایجاد پلیسه شوند.
آیا میتوان پلیسه را بهطور کامل حذف کرد؟
با انتخاب صحیح پارامترهای برش، استفاده از مواد اولیه استاندارد، سرویس منظم دستگاه و کالیبراسیون دقیق هد برش، میتوان میزان پلیسه را تا حد بسیار زیادی کاهش داد و در بسیاری از پروژهها به برشی کاملا تمیز و بدون نیاز به پرداخت ثانویه دست یافت.
منبع:




{kind=link}
{kind=link}
{kind=link}
{kind=link}